-
 咨询服务CONSULTING SERVICE
咨询服务CONSULTING SERVICE -
 精细加工FINE MACHINING
精细加工FINE MACHINING -
 厂家直销DIRECT DEAL
厂家直销DIRECT DEAL -
 大量现货LARGE STOCK
大量现货LARGE STOCK -
 来图订制CUSTOM DRAWING
来图订制CUSTOM DRAWING
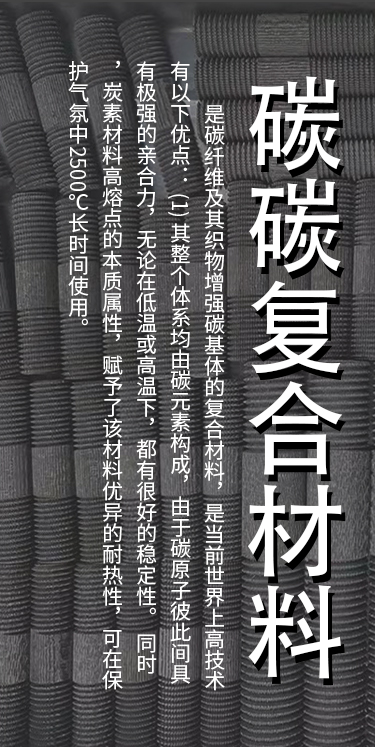
碳碳螺栓螺母的精密加工是实现高精度连接的核心环节,由于碳碳复合材料的非均质特性与硬脆属性,加工工艺与金属材料存在本质差异。螺纹加工采用金刚石刀具进行数控铣削,通过多轴联动实现复杂牙型的精准成型。加工过程中需要严格控制切削参数与进给速率,防止纤维拔丝、分层崩边等缺陷产生。刀具的锋利度与磨损状态直接影响加工表面质量,定期的刀具检测与更换是保证加工一致性的必要措施。冷却方式采用干式切削或气体冷却,避免冷却液对材质的渗透污染。
螺纹精度控制贯穿整个加工流程。牙型角、螺距、中径等关键参数通过专用量具进行在线检测,实时修正加工补偿量。对于统一螺纹与特种螺纹的不同标准要求,采用对应的成型刀具与检测基准。螺纹表面的粗糙度控制通过分级精加工实现,粗加工去除大部分余量后,半精加工修正牙型轮廓,最终精加工实现镜面级表面质量。加工过程中的装夹定位采用专用夹具,避免夹持力过大导致的工件变形,同时保证重复定位精度,确保批量产品的互换性。
螺栓头部与杆部的加工遵循特定工艺顺序。六方头或十二方头采用铣削成型,保证对边尺寸与垂直度公差;杆部外圆采用无心磨削,实现圆柱度与表面光洁度的双重控制。倒角与圆角过渡区域采用专用成型刀具加工,消除应力集中源。螺母的内孔与端面加工采用一次装夹完成,保证内螺纹与端面的垂直度要求。所有加工工序的基准统一,避免基准转换带来的累积误差,关键尺寸采用工序间检测制度,及时发现并修正偏差。
后处理工艺进一步提升加工质量。螺纹表面经过金刚石抛光处理,消除微观刀痕,提高啮合顺滑度;棱边去毛刺处理采用喷砂或手工修整,防止装配过程中的划伤。加工完成后的清洗工艺去除表面粉尘与杂质,采用压缩空气吹扫结合超声波清洗,确保螺纹啮合面的洁净度。最终精度检测采用综合量规进行通止检验,配合三坐标测量机对关键尺寸进行全尺寸检测,确保每件产品都符合精度等级要求。